螺紋加工是CNC加工中的關鍵工序,而螺紋銑削以其高柔性、高質量和低刀具成本的優勢,在現代制造業中應用日益廣泛。本文將系統闡述螺紋銑刀的轉速與進給設定原則,并結合經典加工案例,深入剖析螺紋銑削的工藝精髓。
一、 螺紋銑削的核心優勢與刀具選擇
與傳統攻絲相比,螺紋銑削具有顯著優勢:
- 柔性高:同一把螺紋銑刀可加工不同直徑、不同旋向、不同公差帶的螺紋,僅需修改程序即可。
- 質量好:銑削為斷續切削,排屑順暢,不易產生積屑瘤,螺紋表面質量高。
- 安全性強:刀具直徑小于底孔直徑,即便折斷也易于取出,不會損壞工件。
- 效率與經濟性:對于大直徑、深螺紋、難加工材料螺紋,效率遠高于攻絲;刀片式螺紋銑刀僅需更換磨損的刀片,經濟性極佳。
刀具選擇是第一步。整體硬質合金螺紋銑刀適用于小直徑(通常M20以下)或單件小批量;而銑削刀片式螺紋銑刀則憑借其卓越的經濟性和靈活性,成為中大直徑螺紋批量加工的主流選擇。刀片材質需根據工件材料(如鋼、不銹鋼、鑄鐵、高溫合金)選取,涂層(如TiAlN)能大幅提升刀具壽命。
二、 螺紋銑刀轉速與進給的設定原理與公式
設定參數的核心目標是保證有效的切削線速度(Vc)和每齒進給量(fz)。
1. 主軸轉速(n)的計算
轉速由切削線速度和刀具有效切削直徑決定。對于螺紋銑削,有效直徑并非刀具標稱直徑,而是加工螺紋的中徑(Dm)。
公式:n = (1000 × Vc) / (π × Dm)
其中:
- n:主軸轉速,單位:轉/分鐘(rpm)
- Vc:推薦切削線速度,單位:米/分鐘(m/min)。該值取決于工件材料和刀片材質/涂層,需查閱刀具廠商技術手冊。例如:
- 加工45#鋼,使用硬質合金涂層刀片:Vc ≈ 80 - 150 m/min
- 加工304不銹鋼,使用專用不銹鋼刀片:Vc ≈ 60 - 100 m/min
- 加工鑄鐵,使用無涂層硬質合金刀片:Vc ≈ 50 - 80 m/min
- Dm:螺紋中徑,單位:毫米(mm)。例如,M30×1.5螺紋的中徑約為29.026 mm。
關鍵點:使用中徑計算轉速,而非刀具直徑,這是螺紋銑削參數計算的特殊之處。
2. 進給速度(F)的計算
進給速度由每齒進給量、刀片齒數和主軸轉速共同決定。
公式:F = fz × Z × n
其中:
- F:機床編程進給速度,單位:毫米/分鐘(mm/min)
- fz:每齒進給量,單位:毫米/齒(mm/tooth)。該值同樣取決于工件材料與刀具,典型范圍在0.01 - 0.15 mm/tooth。粗加工可選較大值,精加工為保證光潔度需減小。
- Z:切削刃數量。單刃螺紋銑刀片Z=1,多刃刀片則對應其刃數。
- n:即上文計算出的主軸轉速。
三、 CNC螺紋銑削經典案例實戰分析
案例:在45#鋼法蘭上銑削M36×2.0深20mm的通孔螺紋。
1. 工藝規劃
- 工件材料:45#鋼(調質)
- 螺紋規格:M36×2.0(中徑Dm ≈ 34.701 mm)
- 加工方式:使用可轉位刀片式螺紋銑刀(單刃,硬質合金TiAlN涂層刀片)
- 底孔直徑:預鉆φ34.0 mm(適用于2mm螺距)
2. 參數計算(參考刀具樣本推薦值)
- 選取Vc = 120 m/min, fz = 0.08 mm/tooth。
- 計算轉速: n = 1000 × 120 / (3.14 × 34.701) ≈ 1100 rpm
- 計算進給: F = 0.08 × 1 × 1100 = 88 mm/min
3. CNC編程核心要點(以螺旋插補為例)`
(刀具:單刃螺紋銑刀,刀補號D01)
G90 G54 G00 X0 Y0 S1100 M03 (定位,啟動主軸)
G43 Z10. H01 M08 (刀具長度補償,冷卻開)
G01 Z-21. F500. (下刀至螺紋深度下方1mm,安全距離)
G41 G01 X17.35 D01 F88. (建立刀具半徑左補償,移至中徑半徑處)
G03 Z-1. I-17.35 J0. F88. (螺旋插補銑削,每圈上升2mm螺距,銑至Z-1)
G03 Z-1. I-17.35 J0. (在底部光整一圈,提升螺紋質量)
G40 G01 X0 F500. (取消刀補,回中心)
G00 Z100. M09 (抬刀,冷卻關)
M30 (程序結束)`
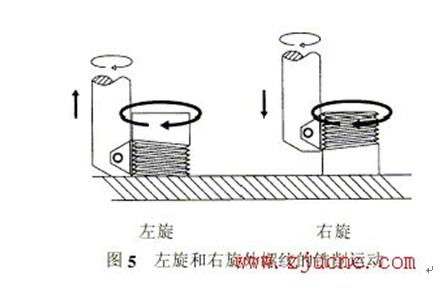
編程關鍵:使用G03/G02螺旋插補指令,通過Z軸與圓周運動的合成,一個程序段即可完成一圈螺紋的銑削。切入/切出建議采用切線或圓弧方式,保證平滑過渡。
四、 高級技巧與注意事項
- 分層銑削:對于大螺距(如P>2.5mm)或難加工材料,可采用分層銑削策略,將總切深分為2-3刀完成,以降低切削力,提高刀具壽命和螺紋質量。
- 刀路優化:精加工時,可在螺紋底部和頂部增加一圈光整刀路,有效去除毛刺,提升螺紋首尾牙型完整性。
- 冷卻與排屑:必須使用充足的內冷或外冷冷卻液,尤其是加工深螺紋時,以冷卻、潤滑并輔助排屑。
- 刀具路徑半徑補償:務必正確使用G41/G42,補償值設為刀具實際半徑,由控制系統自動計算軌跡,這是保證螺紋尺寸精度的關鍵。
- 首件驗證:參數計算后,首件加工務必進行試切,使用螺紋通止規或三針測量法嚴格檢測螺紋中徑精度,并根據結果微調刀補值。
###
掌握螺紋銑刀的轉速與進給設定,本質上是理解其背后的切削原理與數學關系。通過嚴謹的計算、合理的刀具選擇,并結合如螺旋插補等高效的CNC編程技巧,螺紋銑削技術能穩定實現高質量、高效率的螺紋加工。面對不同的工件材料與螺紋規格,靈活應用上述原則,并積極借鑒刀具廠商提供的具體加工數據,是成功實施螺紋銑削工藝的不二法門。